




جوشکاری اصطکاکی نوعی فرآیند اتصال حالت جامد است که در آن جوش بین دو ماده در اثر حرارت تولید شده بین دو سطح مالشی نسبت به هم و در حالیکه تحت فشار ثابتی قرار دارند رخ می دهد. در این نوع جوشکاری از روشهای مرسوم قوس الکتریکی و الکترود خبری نیست. معمولا در پایان فاز گرمایش، فشار برای فورج قطعات در هم افزایش می یابد. در این حالت قطعات بایستی از حرکت باز ایستاده و سپس فورج شود. ماشین بکار رفته برای این پروسه تا حدی شبیه به یک ماشین تراش است. در این روش یکی از قطعات درون فک های نظام دورانی محکم گرفته می شود و قطعه دیگر درگیره ایی ثابت می شود. سپس نظام دورانی شروع به دوران کرده و سیکل جوشکاری با نزدیک شدن دو قطعه، تحت فشار اولیه (فشار گرمایش) شروع می شود. بعد از مدتی اسیندل متوقف و سیکل جوشکاری با اعمال فشار فورج پایان می پذیرد.
در طی این فرآیند، کلیه آلودگی ها به درون زائده حلقوی اکسترود می شوند. این زائده را می توان بعدا توسط ماشینکاری یا حین عملیات بار برداری کرد.
بطور کلی جوشکاری اصطکاکی به دو روش کلی انجام می پذیرد:
ا- جوشکاری اصطکاکی تغذیه پیوسته.
۲- جوشکاری اصطکاکی تغذیه اینرسی
در روش اول که بعضا به عنوان جوشکاری اصطکاکی تغذیه مستقیم یا سنتی هم نامیده می شود، تبدیل انرژی مکانیکی به انرژی گرمایی توسط گردش یک قطعه، در حالیکه قطعه ثابت دیگری به آن فشار می آورد، صورت می پذیرد. بعد از گذشت زمان مخصوص یا کوتاه شدگی از پیش تعیین شده ایی، دوران توسط ترمزی ناگهان متوقف شده و فشار فورج اعمال می گردد و برای مدتی در همان فشار ثابت می ماند ، در روش دوم، قطعه کار دورانی، در یک مجموعه فلایویل – نظام، گرفته میشود. سپس این مجموعه تا سرعت مشخصی شتاب می گیرند. در یک لحظه فلایویل از موتور جدا شده و قطعات تحت یک نیروی ثابت به هم تماس می یابند.
در نتیجه انرژی فلایویل سریعا به گرما در سطح تبدیل شده و با توقف طبیعی مجموعه، جوشکاری پایان می پذیرد.
وضعیت مختلف جوشکاری اصظکاکی
در بیشتر کاربردها، یکی از دو قطعه کار، حول محور تقارن خود می گردند. این بدین معنی است که در حالت عادی یکی از قطعات بایستی سطح مقطع دایره ایی داشته باشند. شکل زیر، حالت های مختلف جوشکاری را نشان می دهد.
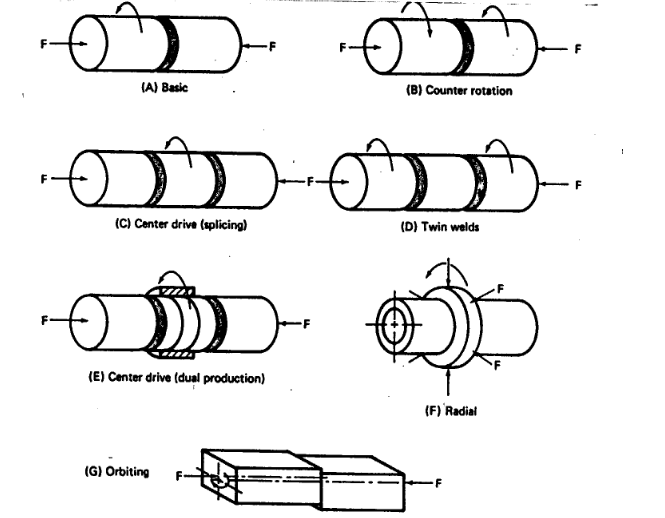
شکل (A) مرسوم ترین روشی را که یک قطعه کار می گردد در حالیکه دیگری ساکن است بیان می کند. در شکل (B) هر دو قطعه در جهت مخالف هم می گردند. این روش برای جوشکاری قطرهای کوچکی که نیاز به سرعت نسبی بالایی دارند مناسب است. در شکل (C)، دو قطعه کار در حال دوران به یک قطعه ثابت، از دو طرف فشار می آورند. از این مورد در جاهایی که طول قطعه بسیار بلند یا شکل سختی برای دوران داشته باشد استفاده می شود. وضعیت مشابه دیگری در شکل D نشان داده شده است . در این حالت قطعه وسطی می گردد در حالیکه دو قطعه دیگر به آن فشار وارد می کنند. همان اساس را می توان برای تولید دو جوش هم زمان پشت به پشت، مطابق شکل (E) بکار برد. در این روش یک نظام مرکزی، همزمان دو قطعه را از دو طرف می گیرد و در هر سیکل دو قطعه تولید می شود. هدف از این روش، بهبود راندمان تولید در تولید انبوه است. شکل (F) حالت خاصی از جوشکاری اصطکاکی شعاعی را نشان می دهد. در اینجا راستای نیرو بر محور دوران عمود است. تولید گرما توسط مهره یا کوپلینگ در حال دوران انجام می شود. یک مندرل قابل انبساط در داخل، ضمن نگهداری دیواره لوله مانع از ورود زائده فلزی به درون آن خواهد شد.
انتهای هر دو لوله شکل (F)، مخروطی و بطور لب به لب به هم جفت می شوند. سپس در همان مکان، محکم کلمپ شده و یک رینگ تو پر با ترکیبات مشابه جنس لوله، درون شیار قرار می گیرد. این رینگ مخروطی، ضمن تماس اولیه در رأس شیار، باعث تسریع جریان فلزی از این نقطه و کاهش ترک اولیه می شود. بعد از اتمام فاز گرمایش، رینگ متوقف شده و فشار برای تحکیم اتصال افزایش خواهد یافت. کاربرد این روش عمدتا در اتصال رینگهای تو پر به شافتها است.
برای جوشکاری قطعات با مقطع غیر دایره ایی از حرکت اربیتالی مطابق شکل (G) استفاده می شود. در این روش یکی از قطعات با آفست کوچکی حول محور تقارن دیگری شروع به گردش می کند. این تغییرات کوچک، سرعت مماسی یکنواختی را بر فراز کل سطح تماس تدارک می بیند. بعد از توقف حرکت، قطعات کار به سرعت هم محور شده و در همان حالت پلاستیکی قطعات، با اعمال فشار فورج، جوشکاری پایان می پذیرد.
جوشکاری اصطکاکی پیوسته
در این روش، تبدیل انرژی مکانیکی به انرژی گرمایی توسط گردش یک قطعه و در حالیکه قطعه ثابت دیگری به آن فشار می آورد، انجام می شود. بعد از گذشت زمان مشخص، اسپیدل ناگهان ترمز شده و فشار افزایش می یابد. این ماشین، مشابه ماشین تراش موتوری، اما مجهز به سیستم ترمز گیری مؤثر، تجهیزات اعمال و کنترل فشار و تایمر کنترل کننده سیکل جوش می باشد. اساس دستگاه ساده است ولی زمانیکه جوشکاری قطعات بزرگ مطرح باشد، ساختار دستگاه پیچیده می شود.
اساس کار به این شکل است که قطعه کار دورانی، در نظام اسپنیدل، گرفته می شود و اسپندل با یک سرعت از پیش تعیین شده شروع به گردش می کند. قطعه ثابت هم در یک نظام یا در یک فیکسچر مناسب محکم کلمپ می شود. در این لحظه سوپرت لغزشی حامل قعطه ثابت، توسط جکی پیشروی می کند. زمانیکه دمای قطعات به دمای جوشکاری برسد، ترمز اعمال و حرکت متوقف می شود، همزمان با آن، فشار فورج برای تکمیل جوش افزایش خواهد یافت.
منبع: https://en.wikipedia.org/wiki/Friction_welding
ثبت ديدگاه