




تورچ پلاسما – plasma torch – (همچنین به عنوان قوس پلاسما، مشعل پلاسما، اسلحه پلاسما یا برش پلاسما نیز شناخته می شود) وسیله ای برای تولید جریان مستقیم پلاسما است. تورچ پلاسما را می توان برای کاربردهایی از جمله برش پلاسما، جوش قوس پلاسما ، اسپری پلاسما و گاز زدایی پلاسما برای دفع زباله نیز مورد استفاده قرار داد. شعله پلاسما معمولا چند سانتیمتر طول دارد.
انواع تورچ پلاسما حرارتی
پلاسماهای حرارتی در تورچ های پلاسما توسط جریان مستقیم (DC) ، جریان متناوب (AC) ، فرکانس رادیویی (RF) تولید می شوند. معمولاً تورچ های DC ، بیشتر مورد استفاده قرار می گیرند ، زیرا در مقایسه با مدل AC ” سر و صدای کمتری تولید میکنند ،همچنین دارای مزایایی مانند پایداری ، کنترل بهتر و دارای مصرف الکترود، حرارت و برق کمتری میباشند.
ساختار تورچ DC پلاسما حرارتی – مبتنی بر کاتد داغ
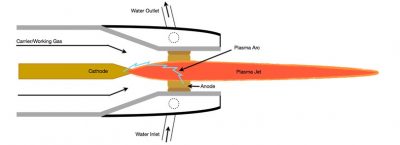
در یک تورچ DC، قوس الکتریکی بین الکترودها (که میتواند از مس، تنگستن، گرافیت ، نقره و غیره تشکیل شود)، شکل میگیرد و پلاسمای حرارتی از ورودی دایمی گاز حامل تشکیلشده که شعله یا شعله پلاسما را شکل میدهد. در تورچهای DC، گاز حامل میتواند اکسیژن، نیتروژن، آرگون، هلیوم، هوا و یا هیدروژن باشد. به عنوان مثال ، یک تورچ پلاسمائی تحقیقاتی در انستیتوی فیزیک پلاسما (IPP) در پراگ جمهوری چک ، با یک گرداب H2O (و همچنین افزودنی اندکی از آرگون برای اشتعال قوس) کار می کند و یک درجه حرارت و سرعت بالا پلاسما را تولید مینماید.
علاوه بر این ، می توان سرعت جریان گاز حامل را افزایش داد تا یک شعله پلاسما بزرگ و پرتوان تر به وجود آید، به شرطی که جریان قوس نیز به اندازه کافی افزایش یابد.
کاتد در مشعل پلاسما
کاتد ها منبع الکترون در تورچ های پلاسما حرارتی هستند. کاتدها در تورچ های قوس پلاسما DC که برای اسپری پلاسما استفاده می شوند به اصطلاح گرمایونی هستند بطوریکه که الکترون ها به عنوان یک نتیجه از درجه حرارت بالا از کاتد ساطع می¬گردند. ناحیه جلوی کاتد را می توان به دو قسمت متمایز تقسیم کرد که با منطقه آند مشابه است. به طور معمول افت ولتاژ قابل توجهی در این منطقه که یک لایه نازک است مشاهده می شود و قدرت قابل توجهی در آن بوجود می آید. این قدرت نتیجه تعادل بین جریان انرژی یون ها و الکترون ها است که از پلاسما به سطح کاتد رفته و گرمای خارج شده توسط الکترون های خارج شده از کاتد را حاصل میکنند.
تورچ های پلاسما منتقل شده و منتقل نشده
ذکر این نکته حائز اهمیت است که دو نوع تورچ DC وجود دارد منتقل شده و منتقل نشده. در تورچ¬های DC منتقل نشده ، الکترودها درون محفظه تورچ خود قرار دارند (ایجاد قوس در آنجا). در حالی که در یک تورچ منتقل شده ، یک الکترود در خارج (که معمولاً ماده رسانا است ) ، اجازه می دهد تا قوس در خارج از تورچ از مسافت بیشتری نسبت به تورچ تشکیل شود.
مزیت تورچهای DC منقل شده این است که قوس پلاسما، در خارج از بدنه خنک شده با آب شکل میگیرد و از اتلاف گرما جلوگیری میشود – اما در تورچ های منتقل نشده بازده الکتریکی – به – حرارتی میتواند به اندازه ۵۰ درصد کاهش یابد، هرچند آب داغ بدست آمده از این فرایند نیز میتواند مورد استفاده قرار گیرد. بعلاوه ، تورچهای انتقال یافته DC را می توان در یک تورچ دوقلو مورد استفاده قرار داد ، که در آن یک تورچ، کاتدی و دیگری آندی است، که مزایای قبلی یک سیستم انتقال تکی منظم را دارد، وبه آنها اجازه استفاده از مواد غیر رسانا را میدهد، چون نیازی به تشکیل یک الکترود دیگر نیست. با این حال ، این نوع تنظیمات نادر هستند زیرا متداول ترین مواد غیر رسانا به توانایی برش دقیق یک تورچ پلاسما احتیاج ندارند. علاوه بر این، تخلیه ایجادشده توسط این پیکربندی منبع پلاسما توسط یک شکل پیچیده و دینامیک سیالات مشخص میشود که برای پیش بینی نیاز به توضیح سهبعدی دارد و عملکرد را ناپایدار می¬کند. الکترودهای تورچ¬های منتقل نشده بزرگتر هستند ، زیرا در اثر قوس پلاسما سایش بیشتری را متحمل میشوند.
کیفیت پلاسما تولید شده تابعی از چگالی (فشار) ، دما و قدرت تورچ است (هرچه بیشتر باشد بهتر است). با توجه به بهره وری از تورچ ، کیفیت می تواند در بین تولید کنندگان و فن آوری تورچ متفاوت باشد. اگرچه ، به عنوان مثال ، Leal-Quir reportss گزارش می دهد که برای تورچ های Westinghouse Plasma Corp راندمان حرارتی 90٪ ، به راحتی امکان پذیر است. راندمان نمایانگر درصد قدرت قوس است که از تورچ خارج شده و وارد فرآیند می شود.
تصاویری از این محصول که برای برش فلزات استفاده شده است در زیر آورده شده است .

نمونه اولیه STEP – NC حاوی تورچ پلاسما با ESAB CNC برای برش صفحه فولادی با ضخامت نیم اینچ علامتگذاری سطح جلو و عقب صفحه نیز در عملیاتهای قبلی انجام شده است.

منابع:
https://en.wikipedia.org/wiki/Plasma_torch
Trelles, J. P., Chazelas, C., Vardelle, A., & Heberlein, J. V. R. (2009). Arc plasma torch modeling. Journal of thermal spray technology, 18(5-6), 728.
https://www.lincolnelectric.com/en-us/equipment/plasma-cutters/process-and-theory/Pages/how-a-plasma-cutter-works.aspx
ثبت ديدگاه