




برشکاری هوا گاز
جوشکاری سوخت اکسی (معمولاً جوشکاری اکسی استیلن ، جوشکاری اکسی یا جوشکاری گاز) و برش سوخت اکسی فرآیندهایی هستند که از گازهای سوختی (یا سوخت های مایع ) و اکسیژن برای جوش یا برش فلزات استفاده می کنند. مهندسان فرانسوی ادموند فوچه و چارلز پیکارد اولین کسانی بودند که در سال 1903 جوشکاری اکسیژن – استیلن را توسعه دادند.
به جای هوا از اکسیژن خالص برای افزایش درجه حرارت شعلهاستفاده می شود تا ذوب موضعی مواد قطعه کار (به عنوان مثال فولاد) در محیط اتاق شعله پروپان / هوا مشترک در حدود 2250 درجه سانتیگراد (1980 درجه سانتیگراد ؛ 3،590 درجه فارنهایت) می سوزد ، یک شعله پروپان / اکسیژن در حدود 2526 K می سوزاند (2،253 ° C ؛ 4،087 ° ، شعله اکسی هیدروژن. سوختگی در 3،073 K (2،800 درجه سانتیگراد ؛ 5،072 درجه فارنهایت) و شعله استیلن / اکسیژن در حدود 3،773 درجه سانتیگراد (3.500 درجه سانتیگراد ؛ 6،332 درجه فارنهایت) می سوزاند.
در اوایل قرن بیستم ، قبل از توسعه و در دسترس بودن الکترودهای جوشکاری قوس با روکش در اواخر دهه 1920 که قادر به جوشکاری صدا در فولاد بودند ، جوشکاری اکسی استیلن تنها فرایندی بود که قادر به ساخت جوش هایی با کیفیت فوق العاده بالا در تقریبا تمام فلزات بود. در استفاده تجاری در آن زمان. اینها نه تنها از فولاد کربن بلکه فولادهای آلیاژی ، چدن ، آلومینیوم و منیزیم نیز شامل می شد.
در دهه های اخیر تقریباً در تمام کاربردهای صنعتی با روشهای مختلف جوشکاری قوس با سرعت بیشتری روبرو شده و در صورت جوشکاری قوس با تنگستن گازی ، قابلیت جوشکاری فلزات بسیار واکنش پذیر مانند تیتانیوم وجود دارد . جوشکاری اکسیژن استیلن هنوز هم برای کارهای هنری مبتنی بر فلز و در مغازه های کوچکتر در منزل مورد استفاده قرار می گیرد ، همچنین در مواقعی که دسترسی به برق (به عنوان مثال از طریق سیم بند یا تولید کننده قابل حمل) مشکل ایجاد می کند.
مشعل جوشکاری اکسی استیلن (و سایر مخلوط گازهای اکسیژن سوخت) اکسیژن منبع اصلی گرما برای جوشکاری دستی و برنج دستی و همچنین تشکیل فلز ، آماده سازی و عملیات حرارتی موضعی است. علاوه بر این ، برش سوخت های اکسی ، هم در صنایع سنگین و هم در کارهای سبک صنعتی و تعمیراتی ، هنوز کاربرد گسترده ای دارند.

در جوشکاری سوخت اکسی ، از یک مشعل جوشکاری برای جوشکاری فلزات استفاده می شود. جوشکاری فلز نتیجه می گیرد که دو قطعه در دمای گرم شود که یک منبع مشترک از فلز مذاب تولید کند. منبع مذاب معمولاً از فلز اضافی به نام پرکننده تهیه می شود. انتخاب مواد پرکننده به فلزات جوش بستگی دارد.
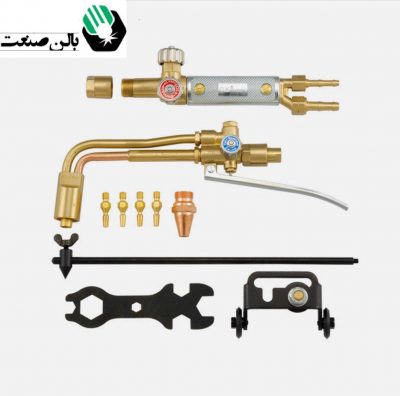
برشکاری هوا گاز از مشعل برای گرم کردن فلز تا دمای کورلینگ آن استفاده می شود. سپس جریانی از اکسیژن بر روی فلز آموزش داده می شود ، و آن را به یک اکسید فلزی می سوزاند که به صورت سرباره از سرخ خارج می شود.
مشعلهایی که سوخت را با اکسیژن مخلوط نمی کنند (در عوض هوای جوی را ترکیب می کنند) مشعل های اکسیژن محسوب نمی شوند و به طور معمول می توانند توسط یک مخزن منفرد شناسایی شوند (قطع سوخت اکسی به دو منبع جدا شده ، سوخت و اکسیژن نیاز دارد). بیشتر فلزات را نمی توان با یک مشعل تک مخزنی ذوب کرد. در نتیجه ، مشعل های تک مخزن معمولاً برای لحیم کاری و برزینگ مناسب هستند اما برای جوشکاری نیست.
برشکاری هوا گاز
ثبت ديدگاه