



جوش و برش زیر آب از دسته مهارت هایی است که میتوان با آموختن آن به راحتی وارد بازار کار شد. این مقاله به تفصیل به جوش و برش زیر آب میپردازد. اتصال دو قطعه به هم به وسیله ی گرما دادن آنها تایک درجه حرارت خیلی زیاد که باعث نرم شدن یا ذوب شدن آنها میگردد، با استفاده از فشار وفلزات پرکننده و یا حتی بدون استفاده ازآنها جوشکاری نام دارد. چون علم جوشکاری در واقع یک گنج تخصصی است، یعنی هر جوشکار ماهر در طی تاریخ درآمد زیادی داشته، سبب شد، که اسرار خود را از یکدیگر مخفی نمایند. درجریان جنگهای و دوم جهانی جوشکاری پیشرفت زیادی کرد. احتیاجات بشر به اتصالات مدرن، سبک، محکم و مقاوم در سالهای اخیر بخصوص بیست سال اخیر سبب توسعهی این فن گردید، و سرمایه گذاریهای عظیم چه از طرف دولتها و چه از طرف صنایع نظامی و تخصصی در این مورد اعمال گردید، و مخصوصاً رقابت انسانها درعلم هسته ای یکی دیگر از علل پیشرفت فوق است، که این فن در چند سال اخیر به علم جوشکاری تبدیل گردید.
به طور خلاصه هر روش جوشکاری با چهار عامل ضروری زیر روبروست.
- انرژی لازم
- حذف و زدودن آلودگیها از سطح جوش
- محافظت از سطح جوش درهنگام جوشکاری
- خواص متالورژیکی جوش
گرمای ناشی از قوس الکتریکی این امکان را فراهم میکند، تا سطح کوچکی از فلز قطعه کار ذوب شده، و بریده شود، به این ترتیب اگر بتوان فلز ذوب شده را از طریق فشار گاز و یا سنگینی ثقل از منطقه مذاب دور نمود، فلز قطعه کار از محل مورد نظر بریده خواهد شد.
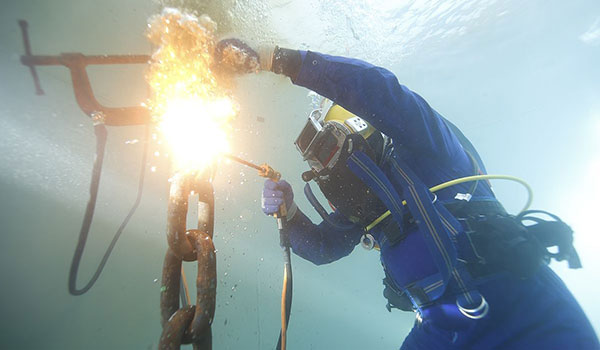
جوش و برش زیر آب با قوس الکتریکی
در این روش، از روش جوشکاری باقوس الکتریکی استفاده میشود. همچنین از الکترود های مخصوصی که توسط لاک، پارافین، پوشش لاستیکی و غیره روپوش شده اند، استفاده میشود. از الکترود های اکسیدی بیشتراستفاده میشود. همچنین الکترود های پودر دار را زیاد بکار می برند. حرارت ایجاد شده در زیر آب که در اثر جوشکاری ایجاد میشود، آب رابه بخار تبدیل میکند، در وضعیت نرمال یا عادی از قطب مثبت برای الکترود ودر حالتهای استثنائی از قطب منفی استفاده میگردد. تمام کابلهای جوشکاری بایستی در برابر رطوبت و نفوذ آب کاملاُ عایق شوند، ولتاژ آزاد یعنی ولتاژ در حالی که جوشکاری انجام نمیشود، در ولتاژ مستقیم بایستی در حدود 65 ولت (حداکثر 65 ولت) محدود شود.
در این روش، استفاده از جریان متناوب مجاز نیست. سیستم ذوب الکترود و کار با آنچه که در هوا یا اتمسفر وجود دارد فرق میکند. آب اطراف الکترود را گرفته و قشر خارجی قوس را خنک میکند. جریان به مقدار زیادی درقوس الکتریکی اضافه میشود. در مرحله اول هسته یا مرکز الکترود ذوب میشود، در حالیکه اطراف الکترود به صورت پوسته ثابت میماند. در واقع مجموعه قوس الکتریکی ازیک قوس الکتریکی داخلی و یک قوس الکتریکی قابل دید تشکیل میشود. سیستم جوشکاری گاز کربنیک محافظ را میتوان در زیر آب به کار برد. هر مقدار نمک آب دریا بیشتر باشد، به همان ترتیب جوشکاری و یا مدار جوشکاری راحت تر عمل مینماید. در الت- های مخصوص از جوشکاری پلاسما و وسایل اختصاصی و جوشکاری پرتو الکترونی میتوان استفاده کرد. در مورد کلیه سیستمهای جوشکاری باید دقت نمود، که آب اطراف محل جوش سبب آبگرفتگی و تغییر فرم اتصالات جوشکاری نشود. برای جوشکاری لوله ها در زیر آب یک اطاقک مخصوص طراحی شده و این اجازه را میدهد، تا بتوان به راحتی تا عمق 300 متر در محیط خشک جوشکاری نمود. جوشکاری با اطاقک برای لوله های با قطر 500 میلیمتر که در زیر آب جهت انتقال نفت یا مواد دیگرمورد استفاده قرار میگیرد، بکار میرود.
در اینجا از سیستم جوشکاری با الکترود ولفرام استفاده میشود. این نوع جوش در مورد کشتیها، لولههای زیر دریایی، دکلهای آبی، سدهای هم سطحی جزایر و یا دکلهای حفاری- چاه نفت و یا پایه های پلها و نیز قسمتهای اسقاطی زیر دریا نظیر کشتی های غرق شده بکار میرود. اشکالی که در این نوع جوشکاری وجود دارد، نبودن هوا وازدیاد فشار زیاد موجود در زیر آب و ترکیبات شیمیایی آب میباشد. روش برش فولاد و یا آلیاژهای دیگر در زیر آب با کاربرد مخلوط احتراق اکسیژن و هیدروژن، شعله با سپری از هوا که توسط کلاهک ایجاد میشود، محافظت میگردد. میتوان از بعضی از روشهای جوشکاری قوسی نیز استفاده کرد. تکنیکهای مختلف جوشکاری زیر آب بعضی به صورت خشک و بعضی به صورت خیس انجام میشود.
شرایط زیان آور در جوش و برش زیر آب
در جوشکاری زیر آب در صورت وجود شرایط زیر، نمیتوان منتظر نتایج رضایتبخش بود.
- جائیکه صفحه به صورت ناقص خم شده ، یا تغییرشکل داده شده باشد.
- در محلی که نتوان سکوئی شیبدار برای عمل جوشکاری تهیه نمود. این مسأله بخصوص در مورد عملیات نزدیک به سطح در آب های سخت صحت دارد. توصیه می شود، تا به جای اتصال به تجهیزاتی مانند کشتی نجات، محل فرو رفتن درآب و یا تخته ی شناور، سکو به شیئی که می بایست جوش داده شود، متصل گردد.
جائیکه تجهیزات ناقص است، شکاف یک شانزدهم اینچ می بایست ماکزیمم حد مجاز تشخیص داده شود، اگر با شکافی بزرگ تر از یک شانزدهم بر خورد شد، در مواقعی که تجهیزات ناقص است، بایستی از تکنیک پر کردن استفاده کرد. بدین معنی که الکترود می بایست در منطقه شکاف به اندازه کافی نگهداشته شود، تا به اندازه کافی ، فلز جوشکاری شکاف را پر کند.
تعمیر ترکهای کوچک در جوش و برش زیر آب
برای تعمیر ترکهای ریز و کوچک بایستی مراحل زیر انجام شود.
- انتهای ترک مشخص گردد.
- سوراخهای کوچکی به وسیله سوراخ کردن یا سوزن زدن در دو انتهای ترک ایجاد نموده تا از پیشرفت ترک جلوگیری شود.
- صفحه ای در اندازهی مناسب که محل را بپوشاند، تهیه نموده و روی محل ترک قرار داده شود.
- قطعه مورد نظر را روی ترک قرار داده و به وسیلهی قطعه جوش اطراف آن متصل گردد. به جوشکاری ادامه مییابد، تا زمانیکه کاملاً در مقابل آب محکم شود.
برشکاری زیر آب
در اینجا می توان از قوس الکتریکی و الکترود توخالی و جوشکاری پلاسما استفاده کرد. در مورد برشکاری زیر آب و در محیط آزاد می توان از برشکاری اکسیژن فشرده استفاده کرد. ضمناً از سیستمهای زیر نیز می توان استفاده کرد.
- برشکاری با اکسیژن- استیلن و یا هوای فشرده
- برشکاری با اکسیژن – ئیدروژن و یا هوای فشرده
- برشکاری با اکسیژن و بنزین.
هوای فشرده اغلب توسط اکسیژن جایگزین میشود. برای اینکه بتوان از مخارج اضافی تشکیلات هوای فشرده صرفنظر کرد. روشن شدن مشعل زیرآب انجام میشود. ضمناً می توان با وسایل الکتریکی نیز مشعل را روشن کرد. فشار اکسیژن 14 الی 16 پوند در ارتفاع 20 تا 30 متر زیر آب میباشد. حداکثر ضخامت ورقی که میتوان در زیر آب برش داد، بیش از 200 میلیمتر ضخامت ورق فولادی است.
برشکاری با الکترود توخالی زیر آب
از همان جوشکاری و برشکاری قوس الکتریکی زیر آب استفاده میشود. در صورت نیاز الکترودهای ذغالی و سرامیک به کار رفته میشوند. همچنین از الکترودهای میلهای مخصوص از فولاد به قطر 5 میلیمتر و گاز محافظ در اطراف الکترود استفاده میشود. برای جوشکاری پلاسما در زیر آب دستگاههای مخصوصی ساخته شده است، که به وسیله ی مخلوط گازها ( آرگون- ئیدروژن و ازت) کار میکنند. فشار گازهای محفظ متانسب با عمق آب که برشکاری درآن انجام میشود، انتخاب و برای هر 10 متر عمق ، بار زیاد یگردد.
انواع فولادهای ساختمانی، مقاوم، آلومینیوم و آلیاژهای آن، مس و آلیاژهای آن را می توان در زیر آب برشکاری نمود.
نکات مهم برشکاری زیر آب توسط قوس الکتریکی
- این روش مانند جدا کردن الکتریکی تا حد امکان بایستی از الکترودهای فولادی که دارای یک لایه پوشش لاک که دارای جرم مخصوص میباشد، استفاده کرد. خاصیت لاک این است، که عایق بوده و در مقابل آب نمک دریا پایدار است.
- شدت جریان برای الکترودهایی که گرد هستند و قطری برابر 5 میلیمتر دارند، و ورق دارای ضخامتی به اندازه 20 میلیمتر است، درحدود 450 آمپر و برای ورقهائی به ضخامت 20 تا 25 میلیمتر در حدود 1900 آمپر است.
- جریان بایستی یک طرفه باشد، زیرا در صورت متغیر بودن تولید خطرات جانبی میکند، پس ولتاژ بدون بار مولد که برای تولید جرقه لازم است، نباید از 70 ولت تجاوز نماید. به دلیل اینکه غواص ( جوشکار و برشکار) در معرض ضربات الکتریکی قرار میگیرد. ولتاژ قوس الکتریکی جوشکاری نباید از 35 -28 ولت تجاوز نماید.
- حالت قرار گرفتن الکترود برای تولید قوس بر روی جسم به صورت عمودی است، و بعد از تشکیل قوس با در نظرگرفتن یکنواختی سرعت برش ( جهت برش) زاویهای در حدود 60 درجه با سطح جوش یا قطعه کار بایستی رعایت گردد.
- چون گیره ی الکترود باید از یک جریان کاتالیزوری جلوگیری به عمل آورد، بایستی از جنس عایق کامل مانند لاستیک سخت باشد، الکترود به قطب منفی و جسم به قطب مثبت متصل میگردند، تا بر روی جسم حرارت بیشتری تولید گردد.
- تمام قسمتهای فلزی که مربوط به لباس غواص است، بایستی کاملاً عایق ( ایزوله) باشند، تا صدمه ای به جوشکار وارد نشود. موادی همچون لاک، لاستیک و یا مواد کائوچوئی می توانند مورد استفاده قرار گیرند.
- فشار بالای گاز به عمق محل کار بستگی زیاد دارد، وبا زیاد شدن عمق آب نیز بالاتر می رود، و به این صورت بایستی فشار گاز بیشتر شود.
- توان برشی
- این برشکاری توسط جوشکارانی که اولاً در عملیات غواصی مهارت کافی داشته ، ثانیاً لباسهای مخصوص مجهز به لوله های ورود هوای آزاد میباشد، انجام میشود.
اصول کار برشکاری زیرآب
فلزات داخل آب را می توان به هر کدام از سه روش زیر برش داد، اما دو روش اول بیشتر رایج است.
- روش اکسی هیدروژن
- روش اکسیژن قوسی که به اکسیده شدن فلزات مورد برشکاری بستگی دارد. در دو روش فوق حرارت بر روی فلز متمرکز میشود، تا درجه حرارت به میزان مطلوب برسد، آنگاه اکسیژن به نقطه حرارت داده شده جریان پیدا کرده و موجب سوخت فلز میگردد. هر دو روش فوق به برشکاری فولادهای کمکربنی و کم آلیاژ محدود میشوند.
- روش قوس فلزی که در آن عمل ذوب بیشتر، تا عمل سوزاندن انجام میشود. این روش برای فولادهای مقاوم در برابرخوردگی با سایر فلزاتی که به سادگی خورده میشوند، بهتر است.
برشکاری اکسیژن- هیدروژن
این روش مستلزم استفاده از اکسیژن کمپرس شده و هوای تحت فشار میباشد. این روش با عمل برشکاری در هوای باز هیچ فرق اساسی ندارد، زیرا مشعل برشکاری همان عمل را که مشعل برشکاری استاندارد در هوا انجام میدهد، به عهده دارد. تفاوت اساسی این است، که بایستی برشکار زیر آب عادت کند، که با فشار گاز زیاد کار کند. این فشارها با عمق آب که کار در آن انجام میشود، بایستی افزایش یابد. عملاً این نوع برشکاری به همان طریق و ابزار عادی انجام میشود، مگر شلنگ اضافی جهت رساندن هوای فشرده برای حفاظت و ایجاد سر حفاظی اطراف عمل برشکاری که به صورت حبابی در اطراف محل برشکاری ایجاد میشود. این نوع محافظت برای روشن نگه داشتن شعله و جلوگیری از خاموشی گاز و سوخت لازم نیست، حتی وقتی که شعله درآب غوطه ور شود. منظور از ایجاد حفاظ نگهداشتن شعله و دور نگهداشتن آب از سطح فلزی که حرارت می بیند، میباشد. با افزایش فشار شدت شعله مورد نیاز نیز بایستی افزایش یابد، و شعله قادر باشد با پس زدن آب با فشار به اطراف خود در هر عمقی که مورد نیاز است، کار کند. به این دلیل از گاز هیدروژن به عنوان گاز سوخت استفاده میشود. زیرا عموماً استیلن در فشارهای بیش از 15 پوند خطرناک و غیرایمنی است.
تجهیزات برشکاری زیرآب
- مشعل برشکاری
دستگاهی است که دربرشکاری شعله ای برای کنترل و هدایت گاز و پیشگرم کردن و کاربرد اکسیژن جهت بریدن فلز بکار برده میشود. طوری طراحی شده است، که هنگام کار توسط یک دست از آن استفاده میشود. از دست دیگر جهت پیشبرد و هدایت مشعل استفاده میگردد. معمولاً سر مشعل با زاویه ی90 درجه طراحی شده است. اما بر حسب نیاز با زاویههای 75 یا 45 درجه ساخته می شود. معمولاً روی نوک آن حفاظی جهت هوا درنظر گرفته میشود. رگلاتورهای اکسیژن و هیدروژن وظایف سنگینی دارند، و بایستی از لحاظ ایمنی درمقابل دمیده شدن گاز از داخل انها مجهز باشند. وظیفهی مشعلها مخلوط کردن سوخت و اکسیژن به بهترین نحو، سپس هدایت آرام مخلوط نوک آنهاست. مشعل شامل بدنه ، شیرهای تنظیم، محفظه اختلاط و سر مشعل است.
- فندک
فندک جهت روشن کردن مشعل برشکاری یا جوشکاری گازی اکسیژن میباشد و برای روشن کردن مشعل زیر آب منظور می شود. برای کار در هوا نیز طراحی گردیده است. با جریان 110 تا 220 ولت کار میکند، و از سطح آب کنترل میشود. فندک شامل یک دسته عایق و دو فک فلزی مسی و در انتهای آن سریهای ذغالی قرار دارد.
نکات قابل توجه در روشن کردن مشعل
- باز کردن دریچهی (سوپاپ) کپسول هیدروژن و تنظیم فشار رگلاتور بین 25 تا 30 پوند و افزودن فشارهای اضافی به منظور جبران فشار اصطکاکی شلنگ و عمق آب که برشکاری در آن انجام میشود. فشار اضافی باید در هر 100 فوت عمق آب 50 پوند و برای هر 100 فوت شلنگ 5 پوند( اصطکاک) منظور میشود.
- باز کردن سوپاپ کپسول اکسیژن و تنظیم فشار رگلاتور و اکسیژن بایستی با سطح برشکاری ضخامت فلز متناسب و جمع فشارهای اضافی برای احتراق در عمق آب و اصطکاک شلنگ در نظر گرفته شود.
- تنظیم نمودن دریچهی کنترل هوای فشرده برای مهیا نمودن فشار حدود 25 پوند علاوه بر فشار اضافی برای احتراق در عمق و اصطکاک شلنگ هوای فشرده از عوامل اصلی نیست، مگر درصورتی که فشار هوا زیاد باشد و به طور احتمال دردید موثر است، زیرا فشار هوای زیاد حبابهای هوا را دور میکند.
- باز نمودن دریچه های اکسیژن و هیدروژن به منظور برطرف کردن موانع و سپس بستن آن.
- روشن نمودن مشعل و تنظیم آن با کمک دریچههای پیش گرم کن اکسیژن و هیدروژن، سوپاپها حتی الامکان آنقدر باشند، که شعله به شکل مخروطهای بلند و تیز باشد. در صورتی که در روشنائی نتوان این مخروط را مشاهده کرد، بایستی مشعل را در سایه مقابل یک جسم تاریک قرار دارد.
آزمایش شعله
از نظر پایداری قبل از فرو بردن مشعل زیر آب، شعله بایستی آزمایش شود، مراحل زیر بایستی رعایت گردد.
- شلنگ را از مشعل به طور کامل عقب نگاه داشته، مشعل روشن شده طوری در آب فرو رود، که شعله مورد نظر 3 فوت یا بیشتر زیر آب قرار گیرد.
- اگر سطح آب خیلی نزدیک باشد، مشعل توسط دست نگه داشته شده و شعله زیر آب به عقب و جلو حرکت داده شود، اگر شعله به طور متناسب تنظیم شده باشد، در این وضعیت خاموش نخواهد شد.
- مشعل را میتوان با برشکاری روی یک قطعه فولاد قراضه آزمایش کرد. اگر چنین شعلهای در هوا برشکاری ننماید، نباید انتظار داشت، برشکاری از آن زیر آب وجود داشته باشد. نوک مشعل نبایستی هیچ وقت کثیف باشد.
پایین بردن مشعل
نکات زیر در مورد پایین بردن مشعل بایستی در نظر گرفته شود.
- مشعل روشن شده احتمال دارد در عمق های کم یا مناسب به وسیلهی دست، که به سادگی در دسترس قرار میگیرد، به پایین برده شود. برشکار بایستی آمادگی تنظیم شعله را از نظر جبران افزایش فشار هنگام فرود آمدن نداشته باشد.
- در عمقهای مناسب و محلهایی که کاملاً محقق است که شعله را میتوان نگهداری نمود، بدون آنکه خطراتی برای شلنگ خطوط( نیرو و گاز )، لباسهای غواصی برشکار ، کلاه خودها و غیره در بر ندارد. مشعل مورد نظر در این موقع احتمال دارد، توسط برشکار به زیر عمل مورد نظر برده شود، تا برشکار اطمینان از مواظبت مشعل را نداشته باشد، نبایستی آن را به زیر آب ببرد و ضمناً بایستی بدون خطر از آن استفاده نماید و امکان تصادف با کلاه، لباس یا خط هوا وجود نداشته باشد.
- مشعل ممکن است، توسط برشکار به زیر آب برده شود، یا مشعل روی وسایل مخصوصی سوار و بدین وسیله به زیر آب برده می شود.
روشن نمودن مشعل زیر آب
در موقع روشن کردن مشعل اکسی هیدروژن زیر آب بایستی نکات زیر را رعایت نمود.
- برای تشکیل حبابی از هوا در نوک مشعل به طول 3 اینچ دریچه هوا باز میشود.
- برای اینکه طول حباب نوک مشعل حدود 3 اینچ شود، دریچه هیدروژن باز میشود.
- برای اینکه طول حباب نوک مشعل حدود 25 اینچ شود، دریچه اکسیژن پیش گرم کن باز میگردد.
- مجدداً دریچه های هوا و اکسیژن باز و به مقدار ذکر شده در نکات 1 و 2 تنظیم میگردد.
- علامت نشان دهنده روی آتش زن قرار گیرد.
- مشعل طوری نگهداشته شود، که گاز در حال خروج از نوک مشعل و نقاط پهلوئی را آتش بزند.
- مشعل افقی و طوری نگهداشته شود، که از خطوط شلنگی و مشخص به یک سو قرار گیرد.
- اتصال دهندههای هندک را فشار داده و سپس رها میگردد. بدین طریق از فندک جرقه تولید میشود. به طوری که از نقاطی که
- گاز خارج می شود، روشن شده و شعله پیش گرم کن به طور کامل روشن خواهد شد. البته بایستی به این نکته توجه داشت، که در
- صورتی که شعله به طور صحیح روشن خواهد شد، که دریچههای مشعل به طور صحیح تنظیم شده باشد.
الکترودهای مخصوص جوش و برش زیر آب و شیار زدن
این الکترود مخصوص برش در زیر آب است. برای این کار کمک یک لوله اکسیژن لازم است. قابلیت برش هرگونه فولاد در زیر آب را دارد. در خارج از آب هم میتوان از این الکترود استفاده کرد. هرگونه ترانسفورماتور و یا وسائل برقی جوشکاری که دارای شدت جریان 350 آمپر باشد، برای این منظور مناسب است. انبر این الکترود طوری درست شده است که به راحتی در دست جا رفته و در همه وضعیتها قابل استفاده است. برای جوشکاری یا برش همان یک انبر بکار میرود. کابل و لوله اکسیژن از نظر حفاظت در محل اتصال به انبر مجهز شده است و به این علت در موقع سفارش بایستی طول کابل و لوله را تعیین کرد. البته طول 30 متر توصیه میشود.
الکترودهای مخصوص جوش و برش زیر آب
این الکترود برای برش و شیار زدن در فولاد، چدن، فولاد زنگ نزن و به طورکلی در فلزات آهنی و غیرآهنی بکار رفته و سطح تمیز و خالی از تجمع کربن به دست میدهد. همچنین برای برداشن قسمتهای معیوب و زائد قطعات ریختگی و پخ زدن و سوراخ کردن آنها مصرف میشود. شیار زدن با این نوع الکترود آسان است، و فقط 5 تا 10 درجه نسبت به سطح کار در جهت پیشروی کج نگه داشته میشود. برای بیرون ریختن قسمتهای معیوب جون بایستی چند حفره متصل به هم از جهات مختلف ایجاد کرد. برای سورخ یا بیرون راندن پیچ و امثال این کار الکترود بر سطح کار عمود گرفته میشود. این الکترود در ایران به نام آمای 1005 شناخته شده است.
طرز برش صفحات فولادی نازک
طرز عمل در برش صفحات فولادی نازکتر از یک چهارم اینچ تا حدی با آنچه در مورد صفحات ضخیم تر مورد استفاده قرار میگیرد، متفاوت است. به جای حفظ نوک الکترود در محل برش و فشار دادن آن بر روی لبه برش به پیش می رود لمس کند. در زمانیکه امکان دید بسیار ضعیف است، از روش دیگری استفاده میگردد. که مبتنی است بر افزایش ضخامت موثر صفحهای که در حال بریده شدن است. الکترود را به خوبی نگهداشته که به سمت محل برش متوجه باشد، و با زاویهای در حدود 45 درجه به سمت صفحه کج باشد. ضخامت موثر صفحه به این ترتیب افزوده میشود، و فشار طبیعی را می توان به الکترود وارد کرد.
طرز عمل برای ایجاد سوراخ در صفحات فولادی
ایجاد سوراخ در فولاد به سهولت به وسیلهی استفاده از متد اکسیژن قوسی انجام پذیر است. این عمل بسیار سریع است و به شیوه ی زیر انجام پذیر است.
- نقطه دلخواه را به آرامی لمس کند.
- الکترود را برای یک لحظه ثابت نگهداشته ، در صورت لزوم به صورت لحظهای الکترود را عقب کشیده و اجازه داده مواد مذاب حاصله از لوله فولادی به داخل پوشش برگردد.
- الکترود را به داخل حفره فشار داده تا صفحه سوراخ شود.
- به وسیله ی این روش، صفحات فولادی 3 اینچی بدون هیچ مشکلی سوراخ میشوند.
طرزعمل برای برش آهن ریختگی و فلزات غیرآهنی
آهن ریختگی و فلزات غیرآهنی به سهولت اکسیده نمیشوند. بنابراین برش زیر آبی اساساً به یک پروسهی ذوب کردن تبدیل میشود. استفاده از اکسیژن در این متد از هیچگونه نتیجه مشخصی بجز اثر مکانیکی خارج کردن مواد مذاب حاصله در مقطع برش برخوردار نمیباشد، در نتیجه توصیه میگردد، به جای اکسیژن از هوای فشرده در برش اینگونه فلزات به وسیله الکترودهای لولهای استفاده شود. روش کشیدن در برش اینگونه فلزات نتیجه چندان رضایت بخشی ندارد. فردی که عمل برش را انجام میدهد. بایستی نوک الکترود را به طرف داخل و خارج محل برش حرکت دهد و به این نکته نیز توجه داشته باشد، که عمل ذوب تنها در مجاورت نزدیک قوس صورت پذیر است. از آنجائیکه برش مستقیماً وابسته به عمل ذوب قوس است، توصیه میشود، کلیه جریان الکتریکی در دسترس تا مقدار حداکثر 500 آمپر مورد استفاده قرار گیرد.
نتیجه گیری
در جوش و برش زیر آب، علیرغم هر گونه روش بکار برده شده میبایست بر روی مسأله ایمنی تأکیدی مداوم داشت، در عملیات زیر آبی زندگی و امنیت غواص بستگی شدید به رعایت مقررات ایمنی دارد. استفاده از نیروی الکتریسیته در برش و جوشکاری زیرآب همواره میتواند خطرناک باشد، این مسأله بخصوص در مورد آب دریا که هادی خوبی برای الکتریسیته میباشد، صادق است.
برای بهترین نتیجه از برشکاری روش زیر را میتوان مورد استفاده قرار داد.
- الکترود بایستی حدوداً 10 الی 15 درجه در جهت برش شیب داشته باشد.
- نوک الکترود بایستی همواره با قسمتی که برش انجام میشود، تماس داشته باشد.
- از فشار بسیار کمی در تماس الکترود با محل برش استفاده گردد.
- آمپر توصیه شده حدوداً S.C.400D) جریان مستقیم – قطب مستقیم) میباشد.
برای برشکاری زیر آب جریان مستقیم با قطب مستقیم توصیه شده است، جریان متناوب چندان مطلوب نیست، و احتمال خطرات الکتریکی دارد. تمام کابلها و اتصالات باید کامل و خصوصاً اتصالات از نظر نفوذ آب و غیره عایق بوده و تحت مراقبت قرار گیرد، به ویژه آن قسمتها و اتصالات که در آب فرو میروند. برای سهولت در دست گرفتن مشعل، کابل نیرو و شلنگ و اکسیژن بایستی به فاصله ی2 فوت به همدیگر متصل شوند. برشکار بایستی زیر آب لباس ضد آب بپوشد، ودستکشهای خشک به دست کند، و با غلافهای پوشاننده گوش، گوشها را محافظت نماید.
ثبت ديدگاه