




برای جوشکاری ریل عموما از چهار روش استفاده می شود
1- جوشکاری جرقه ای سربه سر (Flash – butt welding)
2- جوشکاری با گازی فشاری (Gas pressure welding)
3 – جوشکاری با قوس الکتریکی (Enclosed arc welding)
4- جوشکاری ترمیت ( Thermite welding)
در حال حاضر از روش های جوش کاری جرقه ای سر به سر و ترمیت به صورت گسترده و از روش۔ های جوشکاری گازی فشاری و قوس الکتریکی به صورت محدود استفاده می شود. تحقیقات در زمینه بکارگیری جوشکاری سرباره الکتریکی نیز در حال انجام می باشد
جوشکاری جرقه ای سربه سر
جوش جرقه ای سربه سر، نوعی جوشکاری مقاومتی می باشد که در آن اتصال در حالت جامد ایجاد می شود. این فرایند شامل دو مرحله اصلی شامل جرقه زنی و بهم فشردن می باشد. در مرحله جرقه زنی، گرمای لازم برای ایجاد اتصال فراهم می شود. برای شروع جرقه زنی انتهای دو قطعه در درون فک هایی که وظیفه آنها انتقال جریان الکتریسیته ترانسفرمر جوشکاری و نگهداری محکم قطعات بوسیله فشار هیدرولیک می باشد، قرار گرفته و به همدیگر نزدیک می شوند و تماس جزئی بین برآمدگی های دو سطح ایجاد می شود. قطرات مذاب با نیروی الکترومغناطیس به بیرون پرتاب می شوند. سرعت حرکت دو انتهای ریل بسمت یکدیگراست، میزان جمع شدگی هر دو ریل ۱۰ – ۲۰ میلیمتر است.
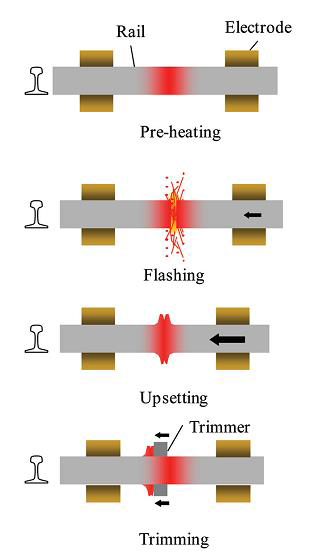
شکل ۱ شماتیک جوش کاری جرقه ای سر به سر
در جوشکاری جرقه ای اعمال پیش گرم و پس گرم نیز به کمک شارژ جریان الکتریکی امکان پذیر می باشد. جوشکاری جرقه ای شامل متغیرهای بسیار زیادی می باشد که کنترل مناسب این متغیرها برای ایجاد جوش با کیفیت بالا لازم می باشد. مزایای این فرایند استحکام بالای اتصال بدلیل عدم وجود ساختار انجمادی و ایجاد ساختاری مشابه فورج گرم، اتصال موفق فلزات نامشابه و فلزات با جوش پذیری کم، توانایی ایجاد اتصال در گستره ی وسیعی از ضخامت، سرعت بالا ، اتوماتیک بودن فرایند، عدم نیاز به آماده سازی، عدم نیاز به اتمسفر محافظ و تنش های پسماند و اعوجاج های کمتر در اثر گرمایش یکنواخت و اعمال فشار می باشد. جرقه های مذاب با جذب اکسیژن و نیز ایجاد فشار بخار بالای فلز سبب ایجاد نوعی اتمسفر محافظ می شوند. ثابت شده است که در این فرایند هیچگونه قوسی ایجاد نمی شود.
جوشکاری جرقه ای سبب ایجاد تنش های پسماند کششی بالایی در منطقه جوش ریل می شوند که می تواند در رفتار خستگی و شکست این جوش ها تاثیر مخرب داشته باشد. در شکل 2 تنش های پسماند در جهات مختلف جوش جرقه ای ریل نشان داده شده است .
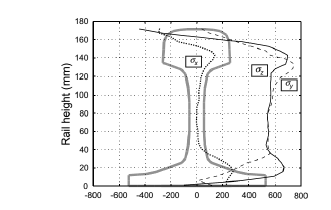
شکل2: تنش پسماند در مرکز جوش جرقه ای
جوش کاری با گازی فشاری
جوش کاری گازی فشاری نوعی از جوشکاری است که با بکارگیری شعله برای گرم کردن ریل ها استفاده می شود. در این روش ، حرارت دادن به وسیله جوشکار انجام می گیرد که نیاز به مهارت دارد. فرایند جوشکاری به این صورت است که مقطع دو ریل در مجاورت هم قرار گرفته و بوسیله گاز حرارت داده می شوند، و یک فرایند فورج و بعد از آن بریدن اضافات جوش که در شکل 3 بصورت شماتیک نشان داده شده است.
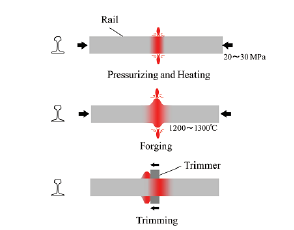
شکل3: مراحل جوش کاری گازی فشاری
جوش کاری فشاری گازی در آمریکای شمالی از سال ۱۹۷۰ به بعد بصورت گسترده مورد استفاده قرار گرفت، اما با افزایش بار محوری باعث افزایش شکست های زیادی شد. پس از آن، جوشکاری جرقه ای سر به سر کم کم جایگزین شد. اخیرآ ، با پیشرفت هایی در اصلاح فرایند جوشکاری گازی در ژاپن، نوع اصلاح شده فرایند انجام می گیرد. نوعی از فرایند اصلاح شده جوشکاری در خطوط سرعت بالای ژاپن که جوشکاری ترمیت مجاز به استفاده نمی باشد، استفاده می شود. تست های آزمایشگاهی روی جوش گازی فشاری نتایجی بهتر نسبت به جوش جرقه ای نشان می دهد. در نتیجه، این نوع جوشکاری در آمریکای شمالی نسبت به جوش ترمیت ارجیت پیدا کرد. اما اصلاحات زیادی هنوز لازم است .
جوش کاری قوس الکتریکی
نوعی جوش کاری قوس الکتریکی است که مستلزم داشتن مهارت بالایی می باشد. مشابه جوشکاری ترمیت است، تجهیزات آن ساده و قابل حمل می باشد.. پهنای فلز جوش تقریبا mm20 و پهنای HAZ در هر طرف تقریبا mm۵۰است .
جوشکاری ترمیت
جوش کاری ترمیت یکی از فرآیندهای حرارتی شیمیایی است که در آن از حرارت حاصل از واکنش آلومپیوتر میک بین پودر آلومینیوم و اکسید آهن جهت جوش و اتصال قطعات استفاده شود در این فرآیند، از محصولات واکنش برای پر کردن درز اتصال و از سربار حاصل از واکنش برای حفاظت از حوضچه مذاب استفاده می گردد یکی از مهمترین کاربردهای این فرآیند در اتصال ریلهای راه آهن است که برای ایجاد خطوط مداوم بدون در زاستفاده می شود. در واکنش آلومینو ترمی، آلومنیوم نقش احیا کننده را داشته است.
ثبت ديدگاه