



جوشکاری اکسی استیلن
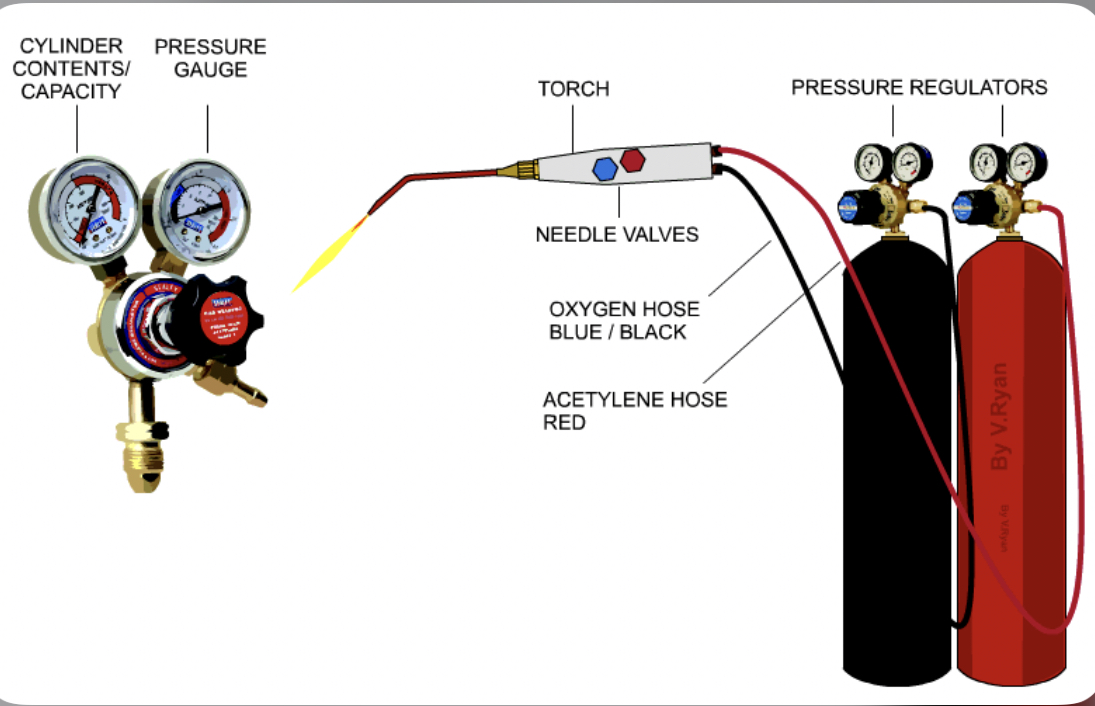
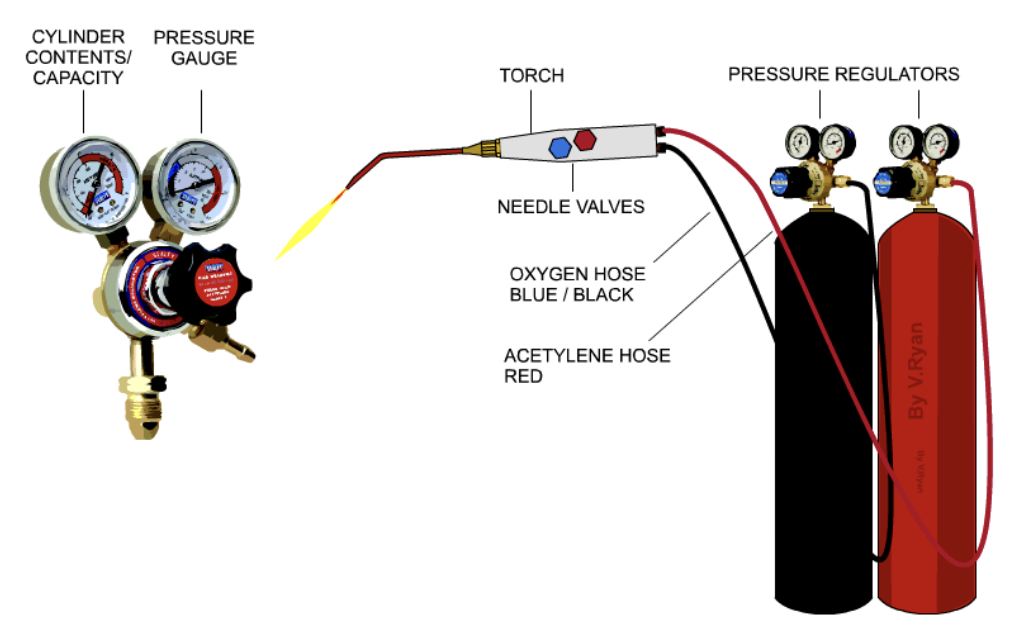
جوشکاری اکسی استیلن (OA) یکی از انواع مختلف جوشکاری است که توسط فروشگاه بالن صنعت پشتیبانی میشود. بسیار متنوع و مقرون به صرفه است. جوشکاری اکسی استیلن از نظر مفهومی ساده است – دو قطعه فلز با همجمع می شوند ، و لبه های لمسی توسط شعله با یا بدون اضافه کردن میله پرکننده ذوب می شوند.
مزایای استفاده از جوشکاری اکسی – استیلن:
- یادگیری آن آسان است.
- تجهیزات ارزان تر از سایر انواع سکوهای جوشکاری (جوشکاری MIG / TIG)
- تجهیزات قابل حمل از سایر انواع دکل های جوشکاری قابل حمل (جوشکاری MIG / TIG)
- از تجهیزات اکسی / استیلن نیز می توان برای “برش شعله” قطعات بزرگ مواد استفاده کرد.
مضرات جوشکاری اکسی – استیلن:
- خطوط جوش اکسی / استیلن از نظر ظاهری بسیار سخت تر از انواع دیگر جوش ها هستند و در صورت نیاز به مرتب سازی ، به پایان بیشتری نیاز دارند.
- جوش های اکسی / استیلن دارای مناطق زیادی در اثر گرما هستند (نواحی اطراف خط جوش که خواص مکانیکی خود را تحت تأثیر منفی بر روند جوش قرار می دهند)
مواد مناسب برای جوشکاری اکسی / استیلن:
- فولاد نرم
- برزینگ را می توان در بسیاری از مواد دیگر یعنی آلومینیوم ، فولاد ضد زنگ ، مس و برنج انجام داد
آماده سازی :
- Oxyacetylene welding تمام مواد لازم برای ساخت جوش را جمع کنید. این شامل قطعات ، تجهیزات جوش ، فیکسچر ، ابزار ، ماسک ایمنی، دستکش و میله پرکننده است.
- قطعات مورد نظر برای جوشکاری را پاک کنید تا از بین بردن روغن ، زنگ زدگی یا سایر آلودگی ها جلوگیری شود. در صورت لزوم از براش سیم استفاده کنید تا هرگونه زنگ زدگی از بین برود.
- قطعات موجود در محل را مونتاژ و تنظیم کنید – برای داشتن یک خط جوش خوب ، لازم است که قطعات ثابتباشند. آجرهای سرامیکی ، چنگک های باریک ، انبردست و گیره برای ساخت وسایل موجوداست.
- نازل مورد نظر برای جوشکاری را انتخاب کنید. نازل ها در اندازه های مختلفی قرار دارند ، از 000 (برای یک شعله بسیار کوچک – که معمولاً برای مواد نازک استفاده می شود) تا به سمت 3 (برای شعله بزرگ – مورد نیاز برای مواد ضخیم). نازل های بزرگتر شعله های بزرگتری تولید می کنند و به طور کلی برای مواد ضخیم تر مناسب ترهستند. انتخاب نازل اندازه مناسب با تجربه بیشتر آسانتر می شود. از شخصی بخواهید یا برخی از تستهای جوش را تعیین کنید که آیا از نازل اندازه مناسب استفاده می کنید یا خیر.
- نازل را تمیز کنید. رسوبات کربن می توانند بر روی نازلهایی که در کیفیت شعله تداخل دارند ایجاد شده و باعث ایجاد آتش سوزی می شوند. ابزار تمیز کردن دارای یک تیغه مسطح گسترده (با یک سطح پرونده) است که برای تمیز کردن رسوبات کربن در قسمت بیرونی نازل استفاده می شود. از آن برای خراش دادن هرگونه رسوب از سطحصاف نوک استفاده کنید. برای تمیز کردن قسمت داخلی نازل از پرونده های سیم مانند استفاده کنید. بزرگترین سیم را انتخاب کنید که در داخل نازل جا داشته باشد و لبه های سوراخ را بریزید تا هرگونه کربن جمع شود.
- نازل را با دست به خط تغذیه گاز وصل کنید. بیش از حد گشتاور – نازل و اتصالات شیلنگ هر دو از برنج ساخته شده اند که به خوبی در برابر سوء استفاده مقاومت نمی کنند. مناسب و محکم انگشت کافی است.
- سطح فشار را در مخازن اکسیژن و استیلن بررسی کنید. باید حداقل 50 psi در مخزن استیلن وجود داشته باشد. مخزن اکسیژن تا زمانی که کاملاً خالی باشد قابل استفاده است. در صورت لزوم ، از تونی بخواهید بطری ها راتغییر دهد. توجه: اکسیژن مورد استفاده در جوشکاری اکسی / استیلن برای مصرف انسان نیست. این ماده حاوی آلاینده هایی است که اگر در مقادیر زیادی مصرف شوند ، ناسالم هستند.
روشن کردن شعله:
- Oxyacetylene welding دریچه اصلی را روی مخزن استیلن تقریباً 1/2 چرخانید. این تنظیم کننده فشار را در بالای مخزن شارژ می کند.
- شیر تنظیم کننده فشار را روی مخزن استیلن باز کنید (در جهت عقربه های ساعت بچرخید تا باز شود) و فشار رادر خط استیلن به 5 psi تنظیم کنید. استیلن را بالای 15 psi فشار ندهید – منفجر خواهد شد.
- دریچه استیلن پین را روی دسته ابزار جوش باز کنید و اجازه دهید استیلن خارج شود . شیر تنظیم کننده فشار را فشار دهید تا فشار تنظیم کننده در 5 psi ثابت شود. شیر پین استیلن را ببندید.
- شیر اصلی را روی مخزن اکسیژن باز کنید. شیر را تا زمانی که کاملاً باز شود (تا زمانی که متوقف نشود) چرخانید.
- شیر تنظیم کننده فشار را روی مخزن اکسیژن باز کنید (جهت عقربه های ساعت را بچرخانید) و فشار در خطاکسیژن را به 10 psi تنظیم کنید.
- دریچه پین اکسیژن را روی دسته ابزار جوش باز کنید و اجازه دهید اکسیژن فرار کند. شیر تنظیم کننده فشار را فشار دهید تا فشار تنظیم کننده در 10 psi ثابت باشد. شیر پین اکسیژن را ببندید.
- دریچه استیلن را کمی باز کنید (تقریباً 1/8 چرخش) ، تا زمانی که به سختی می توانید فرار استیلن را بشنوید.
- اطمینان حاصل کنید که هیچ کس یا هر چیزی قابل اشتعال در مسیر نازل وجود ندارد. برای احتراق استیلن ازمهاجم استفاده کنید. شعله باید زرد باشد و دوده زیادی به آن می بخشد.
تنظیم شعله:
- Oxyacetylene welding شیر استیلن را بیشتر باز کنید و شعله را نزدیک نوک نازل تماشا کنید. استیلن بیشتری اضافه کنید تا شعله تقریباً از نوک جدا شود. (اگر به استیلن زیاد اضافه کنید ، شعله از نوک جدا خواهد شد.) در این صورت ، جریان را کاهش دهید تا شعله به نوک وصل شود ، و سپس دوباره شیر را در قسمت نزدیک به جداسازی باز کنید.
- دریچه پین اکسیژن را کمی باز کنید. اگر شعله بیرون می رود ، گازها را خاموش کنید و دوباره امتحان کنید. سعی نکنید شعله را با هر دو دریچه اکسیژن و استیلن باز کنید. با افزودن اکسیژن ، شعله به رنگ مایل به آبی می شود.
- شعله آبی به 3 ناحیه رنگی مختلف تقسیم می شود – یک نوک زرد مایل به طول ، یک قسمت میانی آبی و یک بخش داخلی شدید سفید – آبی. به شرح زیر سه نوع شعله وجود دارد:
- خنثی – این نوع شعله یکی است که بیشتر در فروشگاه از آن استفاده خواهید کرد. “خنثی” نامیده میشود زیرا هیچ اثر شیمیایی بر روی فلز در هنگام جوشکاری ندارد. این ماده با مخلوط کردن قطعات مساوی اکسیژن و استیلن حاصل می شود و با تنظیم جریان اکسیژن در شعله مشاهده می شود تا اینکه قسمت آبی میانی و قسمت های سفید و آبی داخلی در یک منطقه واحد ادغام شوند.
- کاهش – در صورت وجود استیلن بیش از حد ، شعله سفید-آبی بیشتر از شعله آبی خواهد بود. این شعله حاوی ذرات کربن داغ سفید است که ممکن است هنگام جوش حل شوند. این شعله “کاهش دهنده” اکسیژنرا از اکسیدهای آهن در فولاد خارج می کند.
- شعله اکسید کننده – در صورت وجود اکسیژن اضافی ، شعله سفید رنگ آبی از شعله آبی کوچکتر خواهدبود. این شعله داغ می سوزد. شعله ای کمی اکسید کننده در طناب کشی استفاده می شود و از شعله ایاکسید کننده تر در جوشکاری برنج ها و برنزهای خاص استفاده می شود.
جوشکاری
- حداقل یک سایه 5 روی صورت تیره قرار دهید تا چشمانتان از نور شعله محافظت کند. از آستین های بلند و تمامالیاف طبیعی اطمینان حاصل کنید. اگر این احساس راحتی بیشتری به شما دست می دهد می توانید یک ژاکت جوش چرمی و / یا دستکش بپوشید.
- شعله را روی قسمت ها بمالید تا گرم شود. از ناحیه شعله در نزدیکی نوک ناحیه داخلی کبود استفاده کنید.
- این فلز شروع به درخشش خواهد کرد. گرم کردن هر دو قسمت را ادامه دهید تا یک استخر کوچک از فلز جوش داده شده در نزدیکی لبه هر یک از قسمتها ظاهر شود. برای ایجاد جوش باید به طور همزمان استخرهای مذاب را روی قطعات BOTH بگیرید. این ممکن است نیاز به اضافه کردن گرمای بیشتری به یک طرف نسبت به طرف دیگر داشته باشد و برخی از تمرین ها را انجام دهد.
- بعد از تشکیل استخرهای مذاب در دو طرف جوش ، از شعله استفاده کنید تا دو استخر را به آرامی در هم بزنیدتا جوش ایجاد شود. این نیز کمی تمرین طول می کشد.
- پس از اتصال دو استخر ، شعله را به آرامی در امتداد خط جوش حرکت دهید و استخر را با استفاده از فلز از هردو قسمت طولانی تر کنید. حرکت ملایم و دایره ای و چرخشی به مخلوط کردن فلز مذاب از هر دو طرف کمک میکند زیرا پشته طولانی تر می شود. این فرآیند بسیار به مواد و هندسه های جزئی جوش داده شده وابسته است. برای به دست آوردن کنترل بهتر ، تمرین ، تمرین ، تمرین کنید. جوشکاری قطعات نمونه ایده خوبی است ..
- این روند را تا زمانی که تمام خط جوش تمام شود ادامه دهید.
- پس از اتمام کار ، ابتدا شیر اکسیژن و سپس شیر استیلن را ببندید. توجه: قطعات جوش داده شده می توانندبرای مدت طولانی گرم شوند.
برگشت به شعله :
Oxyacetylene welding عملکرد نادرست مشعل ممکن است باعث شود که شعله با صدای بلند یا پاپ بیرون بیاید. به این حالت آتش سوزی گفتهمی شود. ناشی از یکی از چند مورد است. اولین کاری که باید انجام دهید این است که گاز را در مشعل خاموش کنید ،تمام اتصالات را بررسی کنید و سعی کنید مشعل را باز کنید. با خاموش کردن نوک در مقابل قطعه کار ، بیش از حد گرمکردن نوک ، کار کردن مشعل به غیر از فشارهای گاز توصیه شده ، با نوک یا سر و یا شل شدن سر روی صندلی ، باعثایجاد خسارت شدید می شود.
خاموش کردن و تمیز کردن
- با خاموش شدن شعله و بسته شدن دریچه های پین ، شیر اصلی را روی مخزن اکسیژن ببندید. باید کاملاً درانتهای آن نشسته باشد.
- دریچه پین اکسیژن را باز کنید تا از اکسیژن موجود در رگولاتور و خط تغذیه خارج شود. هنگامی که فشار خطتغذیه به صفر رسید ، شیر پین را ببندید.
- دریچه تنظیم کننده اکسیژن را کاملاً پشت کنید تا هیچگونه فشار در خط وجود نداشته باشد. دریچه را ببندید ،زیرا این کار مجدداً مخزن را باز می کند. در مورد استیلن ، اگر بیش از 15 psi فشار داشته باشد ، ممکن است منفجر شود! اگر مطمئن نیستید که این کار را به درستی انجام دهید ، TA را پیدا کنید تا به شما کمک کند.
- مراحل بالا را برای خط استیلن تکرار کنید.
- تمام ابزارها را به محل های نگهداری مناسب خود برگردانید و خطوط تغذیه را در اطراف دسته روی سبد استوانه بپیچانید. توجه: نازل را از خط تغذیه جدا نکنید. خطوط تغذیه باید همیشه نازل متصل داشته باشد تا ازآسیب تصادفی نخ هائی که برای اتصال نازل استفاده می شود جلوگیری کند.
- هر نوع زباله را روی میز یا کف آن تمیز کنید و کف آن را در اطراف محل کار خود بکشید.
ثبت ديدگاه