




تفاوت بین جوش قوس الکتریکی و جوشکاری گاز آرگون
1. جوش قوس فلزی GAS
2. جوش قوس فلزی جوشکاری گاز بی اثر تنگستن
3. جوشکاری قوس فلزی محافظ و
4. جوشکاری گازی
جوش قوس فلزی گاز (GMAW) (جوشکاری فلزی فعال فلزی – MAG) از یک گاز فعال مکعب (مانند) دی اکسید کربن و مخلوطی از دی اکسید کربن و آرگون به نام ACM برای تشکیل لایه محافظ در اطراف جوش استفاده می کند.
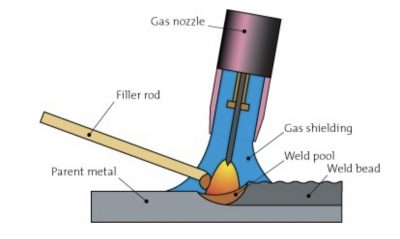
نوع دوم ، جوشکاری گاز بی اثر تنگستن (GTAW)
از آرگون (یا هلیوم ، بعضی اوقات ازت) به عنوان گاز محافظ استفاده می کند که بیشتر در جوش اتوژنیک استفاده می شود (جوشکاری که در آن لبه های مواد برای ایجاد جوش ذوب می شوند) و از این طریق این روند beacuse گران قیمت از استفاده از آرگون است.
اکنون ، جوش قوس فلزی Shielded (SMAW) از گاز محافظ خارجی استفاده نمی کند و استخر جوش توسط الکترود شار محافظت می شود که هنگام برخورد قوس بین فلزات ، محافظ را تشکیل می دهد.
در فرایند تیگ ، فلزات را در حالت مایع گرم می کنند ، سپس با استفاده از یک مایع پر کننده ، فلزات را با هم ترکیب می کنند .

مواد پر کننده MIG تفاوت اصلی بین دو فرایند این است که جوش جریان می دهد ، این سیم MIG را از یک سیم پیچ از طریق مشعل جریان الکتریکی را حمل میکند و جوشکاری واقعی را انجام می دهد .
جوشکاری قوس گاز Tungsten Arc بیشتر برای جوشکاری فولاد ضد زنگ و غیر آهنی ، مانند آلومینیوم و منیزیم استفاده می شود ، اما تقریباً در تمام فلزات قابل استفاده است که یک استثناء قابل توجه روی و آلیاژهای آن است.کاربردهای آن با فولادهای کربن محدود نیست زیرا به دلیل محدودیت فرآیند ، بلکه به دلیل وجود تکنیک های اقتصادی تر جوشکاری فولاد مانند جوشکاری قوس فلزی و جوش قوس فلزی محافظ است. علاوه بر این ، GTAW بسته به مهارت جوشکار و مواد در حال جوشکاری ، می تواند در انواع موقعیت های غیر از سطح مسطح نیز انجام شود.
ثبت ديدگاه